全国服务热线:88550560-8212
不锈钢铸造由于钢液的流动性差,为避免铸钢件发生冷隔和浇缺乏,铸钢件的壁厚不能小于8mm;选用干铸型或热铸型;恰当进步浇注温度,一般为1520°~1600℃,由于浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改进。可是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺点。
因此一般小型、薄壁及形状杂乱的精细铸造件,其浇注温度约为钢的熔点温度+150℃;浇注体系的结构力求简略、且截面尺度比铸铁的大;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
上一页:江苏船舶游艇用配件
下一页:江苏薄壁件铸造-机加工

精密铸造分类有哪些?陶瓷型铸造,用陶瓷浆料制成铸型生产铸件的铸造方法。陶瓷浆料由硅酸乙酯水解液和质地较纯、热稳定性较高的细耐火砂如电熔石英、锆英石、刚玉等混合而成。为使陶瓷浆料在短时间内结胶,常加入氢...

为您讲解精密铸造发展前景熔模精密铸造是指用易熔材料制成可熔性模型,在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干...

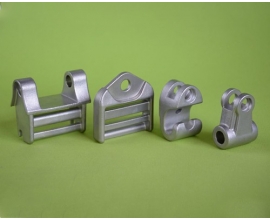
精密铸造在进行使用的过程中其机械性能要比铸铁的机械性能要高点,但是这样的材料其铸铁的性能会差些,不锈钢精密铸造在进行制作的过程中其熔点相对于其他的材料来说要高些。精密铸造在进行加工的过程中需要注意的问...

不锈钢精密铸造的冷铁材料的选择为增加不锈钢精密铸造铸件局部冷却速度,在型腔内部及工作表面安放的激冷物称做冷铁。不锈钢精密铸造生产中常将冷铁、浇注系统和冒口配合使用,控制铸件的凝固过程,获得合格铸件。不...
不锈钢铸造的机械性能比铸铁高,但其铸造性能却比铸铁差。因为不锈钢精密铸造的熔点较高,钢液易氧化、钢水的流动性差、收缩大,其体收缩率为10~14%,线收缩为1.8~2.5%。为防止铸钢件产生浇不足、冷隔、缩孔和...

精密铸造是指用易熔材料制成可熔性模型,在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,朂后将铸型放入焙烧炉...



时间:2021-10-21

时间:2021-06-02

时间:2021-09-14

时间:2020-12-03

时间:2021-10-18