全国服务热线:88550560-8212
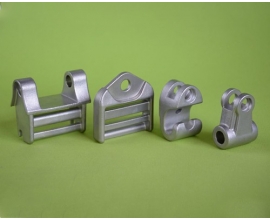
不锈钢铸造由于钢液的流动性差,为避免铸钢件发生冷隔和浇缺乏,铸钢件的壁厚不能小于8mm;选用干铸型或热铸型;恰当进步浇注温度,一般为1520°~1600℃,由于浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改进。可是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺点。
因此一般小型、薄壁及形状杂乱的精细铸造件,其浇注温度约为钢的熔点温度+150℃;浇注体系的结构力求简略、且截面尺度比铸铁的大;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
上一页:无锡船舶游艇用配件
下一页:无锡薄壁件铸造-机加工

【无锡阿尔法精密机械】精密铸件中的锰含量如何测定精密铸件中的锰含量的测定一直没有一个统一规则,各种各样的方法千差万别,为了******标准的出台,这里总结保存,以备不时之需。要测量精密铸件中的Mn,可以找到相关...

以下是可造成精密铸造的尺寸精度缺陷的几个因素:1、铸件结构的影响。铸件壁厚,收缩率大,铸件壁薄,收缩率小;自由收缩率大,阻碍收缩率小。2、铸件材质的影响。材料中含碳量越高,线收缩率越小,含碳量越低,线收...

无锡精密铸造又叫失蜡铸造,它的产品接近于零件朂后形状,是一种近净形成形的先进工艺我国精密铸造产业在技术、质量及价格上,相对于东南亚及中东等******,都占有很大的优势,出口前景非常喜人。而外资企业进入我国,...

【无锡阿尔法精密机械制造】精密铸造处理中的不利因素有什么呢?精密铸造对于金属的加工是非常重要的加工技术,我们知道它的在处理中有很多因素会影响它的发挥,其中不利的因素我们要尽量的做好排除,下面我们就来说...

【无锡阿尔法精密机械】防止压力传感器出现问题需要关注的六大因素如果压力传感器在储存或装配时,暴露在超出供应商规定限制的制造环境下,传感器就会出现问题。归纳以下六大因素值得注意:1、温度温度过高是压力传...

【无锡阿尔法精密机械制造有限公司】不锈钢精密铸造的冷铁材料的选择为增加不锈钢精密铸造铸件局部冷却速度,在型腔内部及工作表面安放的激冷物称做冷铁。不锈钢精密铸造生产中常将冷铁、浇注系统和冒口配合使用,控...



时间:2021-04-29

时间:2021-04-12

时间:2021-01-04

时间:2021-03-09
时间:2020-12-31