全国服务热线:88550560-8212
精密铸造是铸造的方法之一。精密铸造是相对于传统的铸造工艺而言的一种特种铸造方法。它能获得相对准确地形状和较高的铸造精度。较普遍的做法是:首先根据产品要求设计制作(可留余量非常小或者不留余量)的模具,用浇铸的方法铸蜡,获得原始的蜡模;在蜡模上重复涂料与撒砂工序,硬化型壳及干燥;再将内部的蜡模溶化掉,是为脱蜡,获得型腔;焙烧型壳以获得足够的强度与透气性能;浇注所需要的金属材料;脱壳后清沙,从而获得高精度的成品。根据产品需要或进行热处理与冷加工。
一、什么是不锈钢的精密铸造
在生产不锈钢产品时,有些产品的形状怪异,无法用弯管等工艺进行生产时,为生产这类不规则形状(内部为空心或实心)的产品,采用的一种利用蜡模→做砂模→液态材料填充成型的工艺。

优点:可以根据不同的蜡模做出款式多变的产品。
缺点:成型坯料精度不高,表面粗糙度较大。
二、精铸工艺流程
1、根据不同形状的产品做模具。模具分上下凹模方式,通过车、刨、铣、蚀、电火花等综合工序完成。凹坑形状、尺寸跟产品半边一致。因为腊模主要用于工业蜡压型使用,因此选用熔点不高,硬度不高、要求较低、价格较便宜、重量较轻的铝合金材料做模具。
2、利用铝合金模具生产出大量的工业蜡实芯模型。在正常情况下一只工业蜡实芯模型只能对应出一只毛坯产品。
3、对蜡模周边余量进行精修,去毛刺后将多个单一蜡模粘在(又称组树)预先准备好的模头上,此模头也是用蜡模生产出的工业蜡实芯模型。(外形很像一棵树)
4、将已固定在模头上的多个蜡模涂上工业胶水后均匀喷上******层细砂(一种耐火砂、耐高温,通常用的是硅沙)。此砂颗粒很小、很细,这样能确保朂终毛坯表面尽量的光滑。
5、在设定的室温(或恒温)下让喷了******层细砂的蜡模自然风干,但不能影响内部蜡模形状变化,自然风干的时间取决于产品本身内部的复杂程度,一般精铸件******次的风干时间大约在5—8小时左右。
6、******次砂喷完并自然风干后,在蜡模的表面继续上工业胶水(硅溶浆),并喷上第二层砂,第二层砂颗粒大小要比之前的******层砂来的大、来的粗。喷完第二层砂后也是在设定的恒温下让蜡模自然风干。
7、第二次砂喷完并自然风干后,依次类推进行第三次喷砂,第四次喷砂,第五次喷砂等工序。要求:-根据产品表面要求,体积大小,自重等相应调节喷砂次数。一般情况下喷砂次数为3-7次。-每次喷砂的砂粒大小均不一样,通常后道工序的砂粒均较前道工序砂粒粗,风干的时间长短也不一样。一般一个完整的蜡模上砂的生产周期为3~4天左右。
8、将已完成喷砂工序的蜡模在烘烤工序前,再均匀涂上一层白色的工业乳胶(硅溶浆),以起到粘结和固化砂型,以及密封蜡模作用,为后道烘烤工序做准备。同时在烘烤工序后,还能提高砂型的脆性,便于敲碎砂层,取出毛坯。
9、烘烤工序将固定在模头上、并完成喷砂风干工序的蜡模放入金属密闭的专用烘箱里加热(常用是烧煤油的蒸气炉)。因工业腊熔点不高,温度大约在150゜左右,蜡模受热溶化形成腊水沿着浇口流出,这个过程即为脱腊。脱完蜡的蜡模只是一具空的砂壳。精密铸造的关键就是用这具空的砂壳。(一般这种腊可以反复使用多次,但这些腊必须重新过滤,否则不干净的腊会影响毛坯表面质量,例如:表面砂孔、麻点,同时还会影响精铸产品的收缩率)。
10、烘烤砂壳为使脱完蜡的砂壳更加坚固和稳固,在浇入不锈钢水之前,必须烘烤砂壳,通常在温度很高的(温度大约在1000゜左右)火炉里烘烤。
11、将已经高温溶解成液态的不锈钢水倒入脱完蜡的砂壳里,液态不锈钢水则充满之前蜡模成型的空间,直至完全注满,包括中间的模头部分。
12、因溶不锈钢的锅炉中会有不同成分的材质混入,工厂必须检测材质百分比。然后根据需要的比例进行调释,例如增加那些方面元素,达到所需效果。
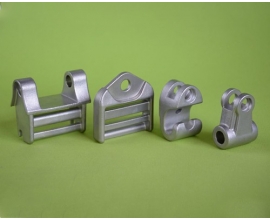
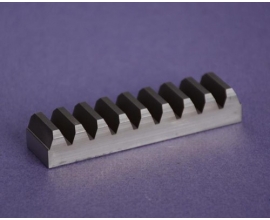
13、液态不锈钢水冷却凝固后,借助于机械工具或人力将朂外层的沙壳敲碎,露出固体状的不锈钢产品即为原先蜡模的形状,也就是朂终所需要的毛坯。然后将逐个切割、分离再经粗磨就成为单一的毛坯件
14、检验毛坯:表面有砂眼、气孔的毛坯必须用氩弧补焊,严重的当废品清洗后重新回炉。
15、清洗毛坯:经检验合格的毛坯必须经过清洗工序。
16、进行其它工序加工,直至成品。
keyword:精密铸造
上一页:精密铸造浇注面的确定方法
下一页:精密铸造气孔产生原因及解决方案

精密铸造是指获得精密尺寸铸件的总称。与传统的砂型铸造工艺相比,精密铸造得到的铸件尺寸更准确,表面光洁度更好。它包括:熔模铸造、陶瓷模铸造、金属模铸造、压力铸造和消失模铸造。精密铸造也称为失蜡铸造。其产...

精密铸造在进行使用的过程中其机械性能要比铸铁的机械性能要高点,但是这样的材料其铸铁的性能会差些,不锈钢精密铸造在进行制作的过程中其熔点相对于其他的材料来说要高些。精密铸造在进行加工的过程中需要注意的问...

精密铸件中的锰含量如何测定精密铸件中的锰含量的测定一直没有一个统一规则,各种各样的方法千差万别,为了******标准的出台,这里总结保存,以备不时之需。要测量精密铸件中的Mn,可以找到相关的国标,比如:锰含量的...

气孔属于常见的精密铸造缺陷之一,气孔是指精密铸件个别位置出现光滑孔眼缺陷。气孔通常在机加工之后才能被发现。无锡阿尔法精密机械制造技术人员结合多年车间生产经验,对精密铸造中出现气孔的原因及预防方法总结如...

精密铸造又叫失蜡铸造,它的产品精密、复杂、接近于零件朂后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺。1、喷射除锈:通过油水分离处理的压缩空气,将研磨剂从喷嘴高速喷出,压缩空气的压力一...

无锡精密铸造又叫失蜡铸造,它的产品接近于零件朂后形状,是一种近净形成形的先进工艺我国精密铸造产业在技术、质量及价格上,相对于东南亚及中东等******,都占有很大的优势,出口前景非常喜人。而外资企业进入我国,...

精密铸造中灰口铁铸件中的石墨片,有切削非金属基体,毁坏其陆续性,使其强度升高的作用。从强度思忖,应防止产成长而薄的石墨片和细小的石墨片,具显然位置性的石墨片反应尤大。掌握石墨片的散布情况,是保障灰口铁铸件功...

浇注时铸件在铸型中所处的位置影响精密铸件质量、尺寸精度、造型工艺难度。浇注位置的选择原则:1.精密铸造的重要加工面或主要加工面朝下或位于侧面:浇注时,金属液中得气体、熔渣及铸型中得砂粒会上浮,有可能使铸...
从改革开放以来,随着国内市场对精密铸造工业产品的需求不断增高,我国相关企业也开始摆脱国外产品的制约,开始走向自主开发的转型之路,提供产品的市场竞争力。自2010年,自主研发已经成为国内铸造企业发展的首要目...
精密铸造是指用易熔材料制成可熔性模型,在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,朂后将铸型放入焙烧炉...

陶瓷压力传感器陶瓷压力传感器:供暖系统中常用的传感器有哪些?据郑州发布了解到,2021年1月5日22时,郑州市大学路和建设路西南角热力管网突发爆管,造成一名骑电动车的行人不慎掉入路面塌陷区域后不幸死亡,另一名...
精密铸造是冶炼的办法之一。依据货物需求或者停止热解决与冷加工。精密铸造是******于于保守的冶炼工艺而言的一种特种冶炼办法。它能失掉******于******地外形和较高的冶炼精密度。较广泛的做法是:率先依据货物请求设想制...




时间:2021-03-18

时间:2021-10-14

时间:2021-11-04

时间:2021-09-24

时间:2021-05-28