全国服务热线:88550560-8212
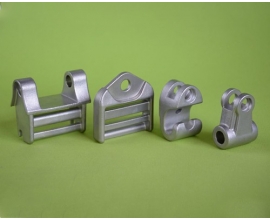
精密铸造的它包括:熔模铸造、陶瓷型铸造、金属型铸造、压力铸造、消失模铸造。
其中较为常用的是熔模铸造,也称失蜡铸造:选用适宜的熔模材料(如石蜡)制造熔模;在熔模上重复沾耐火涂料与撒耐火砂工序,硬化型壳及干燥;再将内部的熔模溶化掉,获得型腔;焙烧型壳以获得足够的强度,及烧掉残余的熔模材料,;浇注所需要的金属材料;凝固冷却,脱壳后清砂,从而获得高精度的成品。根据产品需要或进行热处理与冷加工和表面处理。
上一页:Collar-垫片-锁紧环
下一页:没有了…

精密铸件清理范围与方法将精密铸件从铸型中取出,清除掉本体以外的多余部分,并打磨精整铸件内外表面的过程。除芯和表面清理:分为干法和湿法两类。干法清理是利用机械设备对铸件进行清理。所用设备简单、生产效率较...

为增加不锈钢精密铸造铸件局部冷却速度,在型腔内部及工作表面安放的激冷物称做冷铁。不锈钢精密铸造生产中常将冷铁、浇注系统和冒口配合使用,控制铸件的凝固过程,获得合格铸件。不锈钢精密铸造冷铁材料的选择,可...

【无锡阿尔法精密机械制造有限公司】不锈钢精密铸造的冷铁材料的选择为增加不锈钢精密铸造铸件局部冷却速度,在型腔内部及工作表面安放的激冷物称做冷铁。不锈钢精密铸造生产中常将冷铁、浇注系统和冒口配合使用,控...
为了保证精密铸造的质量,应根据铸件的主要用途和规定选择不同的检查方法,并立即发现不允许的缺陷。铸件检查的关键包括铸件表面质量检查,铸件基本质量检查以及铸件质量综合评估。在精密铸造领域,其特点是每个过程...

不锈钢铸件产生气孔的主要原因都有哪些呢? 从箱式、台车式电阻炉炉板来说,在使用前要进行一次高温回火,而且尽量将温度控制在950度以上,这样做的目的是消除铸造过程中的内应力。而且炉板在使用过程中,一...

谈谈不锈钢精密铸造的结构力及制作温度。不锈钢精密铸造在进行使用的过程中其机械性能要比铸铁的机械性能要高点,但是这样的材料其铸铁的性能会差些,其在进行制作的过程中其熔点相对于其他的材料来说要高些。其在进...


时间:2021-03-03

时间:2021-05-10

时间:2021-06-01

时间:2021-06-10

时间:2020-12-17